温度調節計の動作を考えますと、もしタンク内の水の温度が目標値より低い場合は、蒸気調節弁を開いて蒸気の流量を増加させます。その結果、タンク内の水の温度は上がり、最終的には目標値に一致します。図2.2における温度調節計のブロック内に、+・-の記号がついていますが、これは偏差=目標値-測定値であることを示します。またこれは、温度調節計の出力の影響が、このループを廻って逆方向に表れることを示しています。このような制御方式をネガティブ・フィードバック制御または単にフィードバック制御といい、自動制御の基本になっています。
なお、ここでいう測定値のことを、一般には制御の対象となる量という意味で制御量といっていますが、この連載では測定値という表現で統一することとします。
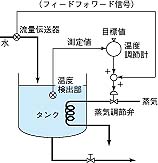
2.フィードフォワード制御
前述の温水加熱装置では、温水を使用した量だけ、新しい水が注入されます。もし、タンクで作られた温水が大量に工場で使用されたとします。そうすると新しい水がどっとタンクの内に入りますので、タンク内の水の温度は大幅に下がってしまいます。温度調節計は、温度検出部を介してこれを知り、蒸気調節弁を操作してタンク内の水の温度を上げようとしますが、図2.2の各ブロックを信号が通過するとき、あちこちに時間遅れがあります。そのため、タンク内の水の温度を元に戻すのにどうしても時間がかかります。
これはフィードバック制御の性質上止むを得ないことなので、これを改善するために考えられたのが、フィードフォワード制御です。どうせ新しい水を入れればタンク内の水の温度が下がることはわかっていますので、タンクに注入する水の流量(または流量と温度)を測定し、これを温度調節計の出力に加算して蒸気調節弁を操作すれば、新しい水の影響を早く除くことができます。通常、フィードフォワード制御だけでは、測定値を目標値に一致させることはできない、フィードバック制御と併用します。図2.3に、その例を示します。
◆ 引用文献 ◆
(1)JIS B 0155 工業プロセス計測制御用語
(2)松山 裕:だれでもわかる自動制御、省エネルギーセンター(1992)

松山 裕
松山技術コンサルタント事務所
所長
〈FAX No.03-3971-9143〉
《著者略歴》1954年東京大学工学部応用物理学科卒。同年(株)北辰電機製作所入社。紙パルプ工業担当営業技術部長、工業計器プロダクトマーケティング部長などを歴任。次いで横河電機(株)に移り、温度計装技術部長、トレーニングセンター部長などを勤める。1990年定年退職し、横河エンジニアリングサービス(株)教育部参与を経て現在に至る。著書に、「だれでもわかる自動制御」(全国学校図書館協議会選定図書)、「温度の測定と制御」、「エレクトロヒート応用ハンドブック」(“測定と制御”担当)、「やさしい計量単位の話」(日本図書館協議会選定図書)」実用流量測定」などがある。